파이버 레이저 컷팅기는 금속 절단을 위한 매우 대중적이고 고효율적인 기계입니다.스테인리스, 탄소강, 알루미늄 시트, 황동, 구리, 아연 도금 판 등과 같은 다양한 종류의 금속을 컷팅할 수 있으므로 이제 주방 용품, 강철 가구, 엘리베이터, 자동차 부품 등 산업 분야에서 널리 사용됩니다
SS컷팅에 적합한 레이저 기계 선택하기
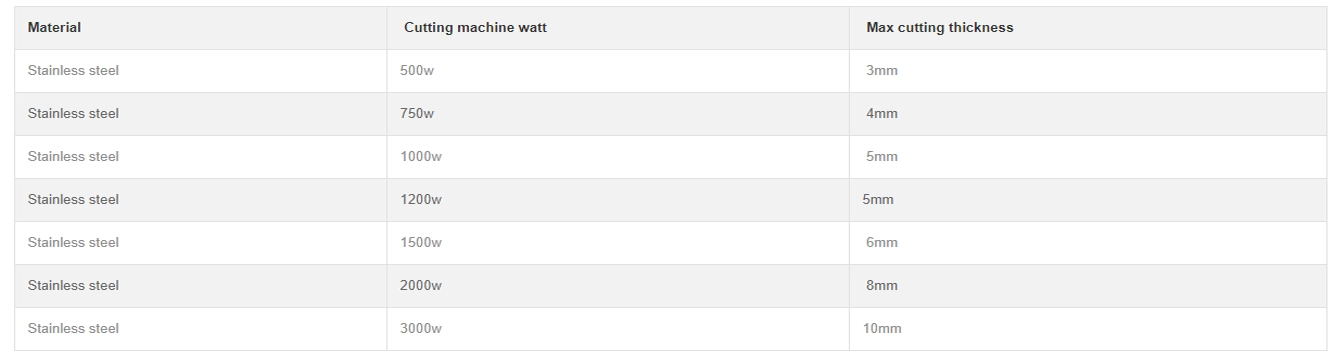
스테인리스 스틸 컷팅 파라미터
컷팅할 SS 판재의 두께의 따라 기계의 출력을 선택합니다.
SS 컷팅시 각 출력별 컷팅 가능하는 최대 두께는 아래와 같습니다:
SS 레이저 컷팅: 공정에 영향을 미치는 요소
레이저 출력:
다양한 재료의 레이저 처리 및 SS 절단에서 가장 중요한 요소 중 하나는 레이저 출력입니다.
높은 절단 정밀도를 원할 때 저출력 레이저 빔을 사용합니다. 반면에 더 두껍고 내구성이 강한 재료는 더 높은 출력의 레이저 빔을 필요로 합니다. 예를 들어, 8mm 금속 시트를 효과적으로 절단하려면 최소 1000w가 필요합니다.
펄스 주파수:
펄스 주파수는 레이저 빔 출력과는 어느정도의 비례 관계입니다.
최신 레이저는 레이저 절단 공정을 위한 정교한 제어 기능을 제공합니다.
재료에 따라 펄스 주파수의 자동 증가 또는 감소를 허용합니다.
레이저 절단 가스 유형:
효과적이고 안전한 레이저 가공을 위해 재료에 따라 특정 유형의 가스를 사용해야 합니다. 가연성 목재는 화재 위험이 있기 때문에 산소 사용 금지합니다. 산소는 산화물이 없는 금속 표면을 절단할 때 사용됩니다.
가스 유형이 작용하는 유일한 요소는 아닙니다. 가스의 품질도 똑같이 중요합니다. 유형이 동일한 순도가 다른 가스는 시간 및 품질 면에서 절단 프로세스에 다르게 영향을 미칩니다.
가스 압력:
레이저 가스의 압력은 유념해야 할 또 다른 중요한 요소입니다. 가스 압력은 절단할 재료의 두께에 영향을 미칩니다. 재료가 얇을수록 가스 압력이 낮아져야 하며 안 그러면 재료와 장치 자체에 손상될 위험이 있습니다.
노즐 크기:
절단 노즐은 레이저 절단 공정에 큰 영향을 미칩니다.예를 들어, 저압으로 레이저 가공할때 작은 노즐이 필요합니다. 반대로고압으로 가공할때 더 큰 노즐을 사용해야 됩니다.
노즐와 재료 표면의 거리:
절단면에서 노즐과의 거리는 최종 레이저 절단 결과의 품질에 중요한 역할을 하며, 일반적으로 팁과 표면 사이의 거리가 짧을수록 정밀하고 고품질의 절단이 가능합니다
초점 렌즈 상태:
초점 렌즈는 항상 깨끗하고 완벽한 상태를 유지해야 합니다.렌즈에 오염 흔적이 있으면 레이저 절단 공정이 방해를 받고 품질이 저하됩니다.또한 더러운 초점 렌즈는 온도 상승의 주요 원인이며 레이저 장치에 손상을 줄 수 있습니다.
위의 내용이금속판재특히 SS절단 공정에 도움이 되기를 바랍니다.파이버 레이저 절단에 대한 질문이 있으시면 언제든지 저희에게 연락해주십시오.